Практическая работа №1
Разработка технологической схемы разборки и сборки СЕ
Цель работы
1. Изучить понятия о технологии разборки и сборки сборочных единиц.
2. Научиться разрабатывать технологическую схему разборки и сборки СЕ и оформлять его в виде технологической схемы.
Исходные данные
Исходными данными для разработки технологической схемы сборки (разборки) являются:
Сборочный чертеж изделия со спецификацией;
Технические условия на сборку (разборку) с указанием посадок сопряженных деталей, режимов испытания изделия, технологические инструкции на подбор деталей, сборку, контроль и регулировку сопряжений или СЕ;
Программа ремонтируемых изделий.
Кроме документации, желательно иметь образец изделия, на котором можно было бы выполнить пробную разборку или сборку по разрабатываемой технологической схеме.
1. Изучить сборочный чертеж и прилагаемые к нему технические условия на сборку.
2. Разработка структурно-технологической схемы разборки СЕ.
Разработка СЕ в целом осуществляется в определенной последовательности, которая определяется конструкцией изделия, а также программой ремонтного предприятия и ее однородностью в отношении типов и марок ремонтируемых машин.
При разработке схемы разборки ставится задача расчленить заданный узел на составные элементы таким образом, чтобы можно было осуществить разборку
наибольшего количества этих элементов независимо одного от другого (параллельно).
Такое расчленение дает возможность при организации ремонтных работ обоснованно закрепить те или другие ремонтные работы за конкретными исполнителями.
Схему разборки строят так, чтобы соответствующие сборочные единицы были представлены в ней в том порядке, в котором эти элементы представляется возможным снимать при разборке узла. СЕ и детали изображают на схеме в виде прямоугольников с указанием индекса, наименования и количества элементов. Прямоугольник, изображающий сборочную единицу для большей наглядности можно выделить, обозначив его контур двойной линией (Рис 1).
На схеме прямоугольники, характеризующие сборочные единицы, рекомендуется размещать слева, а детали справа по ходу линии.
Началом разборки является сборочная единица, а концом - базовая деталь. Для примера рассмотрим первичный вал коробки передач автомобиля (Рис 2).

Рис 2. Первичный вал коробки передач автомобиля в сборе
1 - первичный вал; 2 - гайка; 3 - стопорное кольцо; 4 - шарикоподшипник
радиальный однорядный; 5 - кольцо стопорное; 6 - ролик 8x20.
В отчете дается краткое описание разборки. Разборка рассматриваемого узла производится в следующей последовательности:
Отвернуть гайку шарикоподшипника 2, снять стопорное кольцо 3, вынуть шарикоподшипник 4, снять стопорное кольцо 5 и вынуть ролики из роликоподшипника 6.
Образец технологической схемы разборки представлен на Рис 3.
Количество рабочих мест определяется программой конкретного ремонтного предприятия и трудоемкостью выполнения перечисленных операций.
 |
Рис.3. Технологическая схема разборки вала первичного в сборе
Разборку необходимо выполнять в строгой последовательности, предусмотренной технологическим регламентом. Основные приемы и принципы разборки заключаются в следующем:
Сборочные единицы разбирают непосредственно на месте общей разборки, а также местах их ремонта и сборки в соответствии с технологической схемой.
Сначала снимают детали, которые легко можно повредить (нагнетательные трубки, штанги, рычаги, тяги и др.). Затем демонтируют отдельные сборочные узлы, которые разбирают на других рабочих местах.
При снятии крупных деталей, закрепленных большим числом болтов, во-избежании появления трещин сначала отпускают на пол-оборота все болты и гайки и только после этого их вывертывают.
Заржавевшие соединения перед отвертыванием смачивают керосином.
После разборки крепежные детали укладывают в сетчатые корзины для последующей промывки. Не разрешается применять зубило и молоток для отвертывания болтов, гаек, штуцеров и др., так как это может их повредить. Фасонные гайки и штуцера отвертывают специальными ключами.
Запрессованные детали снимают под прессом или с помощью съемников и приспособлений. В отдельных случаях, штуцеры, втулки и оси можно выпрессовать специальными выколотками с медными наконечниками и молотками с медными байками.
При выпрессовке подшипника из корпуса усилие прикладывают к наружному кольцу, а с вала к внутреннему. Запрещается использовать ударный инструмент.
Снятые детали желательно укладывать на стеллажи и приспособления для транспортирования на мойку, так чтобы не повредить рабочие поверхности.
Нельзя разбирать детали, которые при изготовлении обрабатывают в сборе (крышки коренных подшипников с блоками и др.). Кроме этого, запрещается снимать детали, подлежащие совместной балансировке, а также приработанные пары деталей и годные для дальнейшей работы (конические шестерни главной передачи, шестерни масляных насосов и др.). Детали, не подлежащие обслуживанию, метят, связывают проволокой - вновь соединяют болтами и укладывают в отдельную тару или сохраняют их комплектность другими способами.
3. Построение технологической схемы сборки СЕ.
Технологическая схема сборки, как и структурно-технологическая схема разборки представляет собой вспомогательный технологический документ (не входящий в число документов обязательной технической документации, который в графическом виде показывает:
Последовательность соединения деталей и сборочных единиц входящих в изделие;
Состав сборочных единиц входящих в изделие;
Выполнение операций, не связанных с присоединением деталей и сборочных единиц (контроль, регулировка, заливка масла или рабочих жидкостей, окраска, упаковка и др.)
Технологическая схема сборки предназначена для:
Раскрытия структуры изделия и возможности применения узловой сборки;
Формализации и алгоритмизации разработки технологического процесса сборки;
Оценки конструкции изделия с технологической точки зрения.
Для проектирования технологического процесса сборки наиболее приемлемой формой технологической схемы сборки, является схема обеспечивающая ранжирование сборочных единиц по уровням и порядкам. При составлении такой технологической схемы сборки используют также ряд формализационных описаний и обозначений.
1. Сборочные единицы (СЕ) входящие в изделие имеют разные порядки, начиная от 0 до N. СЕО - сборочная единица нулевого порядка, представляет собой
предметы не требующие сборки, К ним относятся детали, подшипники, изделия, поступающие на сборку со стороны (покупные или собранные в других подразделениях).
2. Порядок сборочной единицы всегда на единицу больше максимального порядка, входящих в нее элементов.
При определении порядка сборочной единицы необходимо учитывать следующее:
При соединении любой очередной детали к сборочной единицы порядок сборочной единицы не повышается (Рис 4а, б).
Сборочная единица переходит на следующий уровень только после соединения сборочных единиц аналогичного порядка (Рис 4в).
Правила определения порядка сборочных единиц в общем виде можно записать в виде:

Рис 4. Схема формирования порядка сборочных единиц
Для описания сборочных единиц в ранжированной технологической схеме сборки используется прямоугольник, представленный на Рис. 1.
3. В технологической схеме сборки используются следующие формализационные обозначения действий, связанных со сборкой элементов изделий:
Присоединение сборочной единицы (Рис. 5а) обозначается стрелкой на данном уровне сборки с нумерацией перехода;
Присоединение сборочной единицы с дополнительными действиями (Рис.56);
Действия не связанные с присоединением сборочной единицы и предусматривающие регулировку, измерение, испытание, заполнение рабочими средствами, балансировку, окраску, упаковку и другие (Рис. 5в);
Промежуточная разборка при использовании регулировки с помощью неподвижного компенсатора (Рис. 5г).
Линия общей сборки 7 8 9
https://pandia.ru/text/80/171/images/image006_26.jpg" width="1078" height="640">
Рис. 6. Технологическая схема сборки вала пepвичного коробки передач
4. Составление перечня переходов узловой и общей сборки.
Перечень переходов необходимо начинать с перечисления переходов общей сборки.
Перечень переходов узловой сборки выражается в перечислении переходов сборки в последовательности установки сборочных единиц соответствующего порядка на общей сборке с их раскрытием вплоть до СЕ первого порядка структурная схема построения маршрутного технологического процесса сборки изделия представлена на рис. 7.

Рис. 7. Структурная схема составления перечня переходов узловой и общей сборки
Общая сборка
1. _____________________________
2. _____________________________
Сборка СЕ2
Сборка СЕ11.
1. __________________________________________
2.______________________________________
Сборка СЕ12.
1.__________________________________________
2.______________________________________
Описание маршрутной технологии сборки рассмотрен на примере технологии сборки вала первичного коробки передач.
Общая сборка
1. Установить вал первичный.
2. Смазать солидолом отверстие по роликам.
3. Установить ролики.
4. Установить стопорное кольцо 5.
6. Установить стопорное кольцо.
7. Навинтить и затянуть гайку.
8. Кернить стопорное кольцо.
Контакты .
9.1. Понятие о видах изделий и конструкторских документах
Изделием
называют любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
ГОСТ 2.101-88* устанавливает следующие виды изделия:
- Детали;
- Сборочные единицы;
- Комплексы;
- Комплекты.
При изучении курса «Инженерной графики» к рассмотрению предлагаются два вида изделий: детали и сборочные единицы.
Деталь
– изделие, изготавливаемое из однородного по наименованию и марке материала, без применения сборочных операций.
Например: втулка, литой корпус, резиновая манжета (неармированная), отрезок кабеля или провода заданной длинны. К деталям относятся так же изделия, подвергнутые покрытиям (защитным или декоративным), или изготовленные с применением местной сварки, пайки, склейки сшивки. К примеру: корпус, покрытый эмалью; стальной винт, подвергнутый хромированию; коробка, склеенная из одного листа картона, и т.п.
Сборочная единица
– изделие, состоящее из двух и более составных частей, соединённых между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сваркой, пайкой, клёпкой, развальцовкой, склеиванием и т.д.).
Например: станок, редуктор, сварной корпус и т.д.
Комплексы
— два и более специфицируемых изделия не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций, например, автоматическая телефонная станция, зенитный комплекс и т.п.
Комплекты
— два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например, комплект запасных частей, комплект инструментов и принадлежностей, комплект измерительной аппаратуры и т.п.
Производство любого изделия начинается с разработки конструкторской документации. На основании технического задания проектная организация разрабатывает эскизный проект
, содержащий необходимые чертежи будущего изделия, расчётно-пояснительную записку, проводит анализ новизны изделия с учётом технических возможностей предприятия и экономической целесообразности его осуществления.
Эскизный проект служит основанием для разработки рабочей конструкторской документации. Полный комплект конструкторской документации определяет состав изделия, его устройство, взаимодействие составных частей, конструкцию и материал всех входящих в него деталей и другие данные, необходимые для сборки, изготовления и контроля изделия в целом.
Сборочный чертёж
– документ, содержащий изображение сборочной единицы и данные, необходимые для её сборки и контроля.
Чертёж общего вида
– документ, определяющий конструкцию изделия, взаимодействие его составных частей и принцип работы изделия.
Спецификация
– документ, определяющий состав сборочной единицы.
Чертёж общего вида имеет номер сборочной единицы и код СБ.
Например: код сборочной единицы (Рисунок 9.1) ТМ.0004ХХ.100 СБ тот же номер, но без кода, имеет спецификация (Рисунок 9.2) этой сборочной единицы. Каждое изделие, входящее в сборочную единицу, имеет свой номер позиции, указанный на чертеже общего вида. По номеру позиции на чертеже можно найти в спецификации наименование, обозначение данной детали, а также количество. Кроме того, в примечании может быть указан материал, из которого деталь изготовлена.
9.2. Последовательность выполнения чертежей деталей
Чертёж детали
– это документ, содержащий изображение детали и другие данные, необходимые для её изготовления и контроля.
Перед выполнением чертежа необходимо выяснить назначение детали, конструктивные особенности, найти сопрягаемые поверхности. На учебном чертеже детали достаточно показать изображение, размеры и марку материала.
При выполнении чертежа детали рекомендуется следующая последовательность:
- Выбрать главное изображение (см. раздел 2).
- Установить количество изображений – видов, разрезов, сечений, выносных элементов, которые однозначно дают представление о форме и размерах детали, и дополняющих какой-либо информацией главное изображение, помня о том, что количество изображений на чертеже должно быть минимальным и достаточным.
- Выбрать масштаб изображений по ГОСТ 2.302-68. Для изображений на рабочих чертежах предпочтительным является масштаб 1:1. Масштаб на чертеже детали не всегда должен совпадать с масштабом сборочного чертежа. Крупные и не сложные детали можно вычерчивать в масштабе уменьшения (1:2; 1:2,5; 1:4; 1:5 и т.д.), мелкие элементы лучше изображать в масштабе увеличения (2:1; 2,5:1; 4:1; 5:1; 10:1; и т.д.).
- Выбрать формат чертежа. Формат выбирается в зависимости от размера детали, числа и масштаба изображений. Изображения и надписи должны занимать примерно 2/3 рабочего поля формата. Рабочее поле формата ограничено рамкой в строгом соответствии с ГОСТ 2.301-68* по оформлению чертежей. Основная надпись располагается в правом нижнем углу (на формате А4 основная надпись располагается только вдоль короткой стороны листа);
- Выполнить компоновку чертежа. Для рационального заполнения поля формата рекомендуется тонкими линиями наметить габаритные прямоугольники выбранных изображений, затем провести оси симметрии. Расстояния между изображениями и рамкой формата должно быть примерно одинаковым. Оно выбирается с учётом последующего нанесения выносных, размерных линий и соответствующих надписей.
- Вычертить деталь. Нанести выносные и размерные линии в соответствии с ГОСТ 2.307-68. Выполнив тонкими линиями чертёж детали, удалить лишние линии. Выбрав толщину основной линии, обвести изображения, соблюдая соотношения линий по ГОСТ 3.303-68. Обводка должна быть чёткой. После обводки выполнить необходимые надписи и проставить числовые значения размеров над размерными линиями (предпочтительно размером шрифта 5 по ГОСТ 2.304-68).
- Заполнить основную надпись. При этом указать: наименование детали (сборочной единицы), материал детали, её код и номер, кем и когда был выполнен чертёж и т.д. (Рисунок 9.1)
Ребра жесткости, спицы при продольных разрезах показывают не заштрихованными.
9.3. Нанесение размеров
Простановка размеров является наиболее ответственной частью работы над чертежом, так как неправильно проставленные и лишние размеры приводят к браку, а недостаток размеров вызывает задержки производства. Ниже предложены некоторые рекомендации по нанесению размеров при выполнении чертежей деталей.
Размеры детали замеряют с помощью измерителя на чертеже общего вида сборочной единицы с учётом масштаба чертежа (с точностью 0,5мм). При замере наибольшего диаметра резьбы необходимо округлить его до ближайшего стандартного, взятого по справочнику. Например, если диаметр метрической резьбы по замеру d=5,5мм, то необходимо принять резьбу М6 (ГОСТ 8878-75).
9.3.1. Классификация размеров
Все размеры разделяются на две группы: основные (сопряжённые) и свободные.
Основные размеры
входят в размерные цепи и определяют относительное положение детали в узле, они должны обеспечивать:
- расположение детали в узле;
- точность взаимодействия собранных деталей;
- сборку и разборку изделия;
- взаимозаменяемость деталей.
Примером могут служить размеры охватывающих и охватываемых элементов сопряжённых деталей (Рисунок 9.2). Общие соприкасающиеся поверхности двух деталей имеют одинаковый номинальный размер.
в размерные цепи детали не входят. Эти размеры определяют такие поверхности детали, которые не соединяются с поверхностями других деталей, и поэтому их выполняют с меньшей точностью (Рисунок 9.2).
А
– охватывающая поверхность; Б
– охватываемая поверхность;
В
— свободная поверхность; d
– номинальный размер
Рисунок 9.2
9.3.2. Методы простановки размеров
Применяются следующие методы простановки размеров:
- цепной;
- координатный;
- комбинированный.
При цепном
методе (Рисунок 9.3) размеры проставляются последовательно один за другим. При такой простановке размеров каждая ступень валика обрабатывается самостоятельно, и технологическая база имеет своё положение. При этом на точность выполнения размера каждого элемента детали не влияют ошибки выполнения предыдущих размеров. Однако, ошибка суммарного размера состоит из суммы ошибок всех размеров. Нанесение размеров в виде замкнутой цепи не допускается, за исключением случаев, когда один из размеров цепи указан как справочный. Справочные размеры на чертеже отмечаются знаком * и записываются на поле: «* Размеры для справок
» (Рисунок 9.4).
Рисунок 9.3
Рисунок 9.4
При координатном
методе размеры проставляются от выбранных баз (Рисунок 9.5). При этом методе нет суммирования размеров и ошибок в расположении любого элемента относительно одной базы, что является его преимуществом.
Рисунок 9.5
Комбинированный метод простановки размеров представляет собой сочетание цепного и координатного методов (Рисунок 9.6). Он применяется, когда необходима высокая точность при изготовлении отдельных элементов детали.

Рисунок 9.6
По своему назначению размеры подразделяются на габаритные, присоединительные, установочные и конструктивные.
Габаритные размеры определяют предельные внешние (или внутренние) очертания изделия. Они не всегда наносятся, но их часто указывают для справок, особенно для крупных литейных деталей. Габаритный размер не наносится на болтах и шпильках.
Присоединительные и установочные размеры определяют величины элементов, по которым данное изделие устанавливают на место монтажа или присоединяют к другому. К таким размерам относятся: высота центра подшипника от плоскости основания; расстояние между центрами отверстий; диаметр окружности центров (Рисунок 9.7).
Группа размеров, определяющих геометрию отдельных элементов детали предназначенных для выполнения какой-либо функции, и группа размеров на элементы детали, такие как фаски, проточки (наличие которых вызвано технологией обработки или сборки), выполняются с различной точностью, поэтому их размеры не включают в одну размерную цепь (Рисунок 9.8, а, б).

Рисунок 9.7
Рисунок 9.8, а
Рисунок 9.8, б
9.4. Выполнение чертежа детали, имеющей форму тела вращения
Детали, имеющие форму тела вращения, в подавляющем большинстве (50-55% из числа оригинальных деталей) встречаются в машиностроении, т.к. вращательное движение – самый распространённый вид движения элементов существующих механизмов. Кроме того, такие детали технологичны. К ним относятся валы, втулки, диски и т.п. обработка таких деталей производится на токарных станках, где ось вращения расположена горизонтально.
Поэтому детали, имеющие форму тела вращения, располагают на чертежах так, чтобы ось вращения была параллельна основной надпись чертежа (штампу). Торец детали, принятый за технологическую базу для обработки, желательно располагать справа, т.е. так, как он будет расположен при обработке на станке. На рабочем чертеже втулки (Рисунок 9.9) показано выполнение детали, являющейся поверхностью вращения. Наружные и внутренние поверхности детали ограничены поверхностями вращения и плоскостями. Другим примером может быть деталь «Вал» (Рисунок 9.10), ограниченная соосными поверхностями вращения. Осевая линия параллельна основной надписи. Размеры проставлены комбинированным способом.
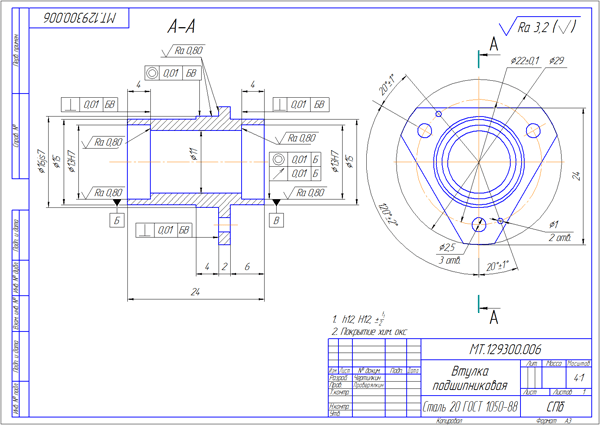
Рисунок 9.9 — Рабочий чертеж детали поверхности вращения
Рисунок 9.10 — Рабочий чертеж детали «Вал»
9.5. Выполнение чертежа детали изготовленной из листа
К этому виду деталей относятся прокладки, крышки, планки, клинья, плиты и т.д. Детали такой форму обрабатываются различными способами (штамповка, фрезеровка, строгание, резка ножницами). Плоские детали, изготовленные из листового материала, изображают, как правило, в одной проекции, определяющей контур детали (Рисунок 9.11). Толщина материала указывается в основной надписи, но рекомендуется указывать её повторно на изображении детали, на чертеже — s3
. Если деталь гнутая, то часто на чертеже показывают развертку.
Рисунок 9.11 — Чертеж плоской детали
9.6. Выполнение чертежа детали, изготовленной литьем, с последующей механической обработкой
Формообразование литьем позволяет получить достаточно сложную форму детали, практически без потерь материала. Но после литья поверхность получается достаточно грубая, поэтому, рабочие поверхности требуют дополнительной механической обработки.
Таким образом получаем две группы поверхностей — литейные (черные) и обработанные после литья (чистые).
Процесс литья: в литейную форму заливается расплавленный материал, после остывания заготовка вынимается из формы, для чего, большинство поверхностей заготовки имеют литейные уклоны, а сопряжения поверхностей — литейные радиусы скруглений.
Литейные уклоны можно не изображать, а литейные радиусы должны быть изображены обязательно. Размеры литейных радиусов скруглений указывают в технических требованиях чертежа записью, например: Неуказанные литейные радиусы 1,5 мм.
Основная особенность нанесения размеров: так как есть две группы поверхностей, то есть и две группы размеров, одна связывает все черные поверхности, другая — все чистые, и по каждому координатному направлению допускается проставлять только один размер, связывающий между собой эти две группы размеров.
На рисунке 9.12 такими размерами являются: на главном изображении — размер высоты крышки — 70, на виде сверху — размер 10 (от нижнего торца детали) (выделены синим цветом).
При литье применяют литейный материал (буква Л в обозначении), обладающий повышенной текучестью, например:
- стали по ГОСТ 977-88 (Сталь 15Л ГОСТ 977-88)
- серые чугуны по ГОСТ 1412-85 (СЧ 15 ГОСТ 1412-85)
- литейные латуни по ГОСТ 17711-93 (ЛЦ40Мц1,5 ГОСТ 17711-93)
- алюминиевые сплавы по ГОСТ 2685-75 (АЛ2 ГОСТ 2685-75)

Рисунок 9.12 — Чертеж литейной детали
9.7. Выполнение чертежа пружины
Пружины применяются для создания определённых усилий в заданном направлении. По виду нагружения пружины подразделяются на пружины сжатия, растяжений, кручения и изгиба; по форме – на винтовые цилиндрические и конические, спиральные, листовые, тарельчатые и пр. правила выполнения чертежей различных пружин устанавливает ГОСТ 2.401-68. На чертежах пружины вычерчивают условно. Витки винтовой цилиндрической или конической пружины изображают прямыми линиями, касательными к участкам контура. Допускается в разрезе изображать только сечения витков. Пружины изображают с правой навивкой с указанием в технических требованиях истинного направления витков. Пример выполнения учебного чертежа пружины приведён на Рисунке 9.13.
Чтобы получить на пружине плоские опорные поверхности крайние витки пружины поджимают на? витка или на целый виток и шлифуют. Поджатые витки не считаются рабочими, поэтому полное число витков n равно числу рабочих витков плюс 1,5?2:n 1 =n+(1.5?2) (Рисунок 9.14).
Построение начинают с проведения осевых линия, проходящих через центры сечений витков пружины (Рисунок 9.15, а). Затем на левой стороне осевой линии проводят окружность, диаметр которой равен диаметру проволоки, из которой изготовлена пружины. Окружность касается горизонтальной прямой, на которую опирается пружина. Затем необходимо провести полуокружность из центра, расположенного в пересечении правой оси с той же горизонтальной прямой. Для построения каждого последующего витка пружины слева на расстоянии шага строят сечения витков. Справа каждое сечение витка будет располагаться напротив середины расстояния между витками, построенными слева. Проводя касательные к окружностям, получают изображение пружины в разрезе, т.е. изображение витков, лежащих за плоскостью, проходящей через ось пружины. Для изображения передних половин витков так же проводят касательные к окружностям, но с подъёмом вправо (Рисунок 9.15, б). Переднюю четверть опорного витка строят так, чтобы касательная к полуокружности касалась одновременно и левой окружности в нижней части. Если диаметр проволоки 2мм и менее, то пружину изображают линиями толщиной 0,5?1,4мм. При вычерчивании винтовых пружин с числом витков более четырёх показывают с каждого конца один-два витка, кроме опорных проводя осевые линии через центры сечений витков по всей длине. На рабочих чертежах винтовые пружины изображают так, чтобы ось имела горизонтальное положение.
Как правило, не рабочем чертеже помещают диаграмму испытаний, показывающую зависимость деформаций (растяжения, сжатия) от нагрузки (Р 1 ; Р 2 ; Р 3), где Н 1 – высота пружины при предварительной деформации Р 1 ; Н 2 – то же, при рабочей деформации Р 2 ; Н 3 – высота пружины при максимальной деформации Р 3 ; Н 0 – высота пружины в рабочем состоянии. Кроме того, под изображением пружины указывают:
- Номер стандарта на пружину;
- Направление навивки;
- n – число рабочих витков;
- Полное число витков n;
- Длину развёрнутой пружины L=3,2?D 0 ?n 1 ;
- Размеры для справок;
- Другие технические требования.
На учебных чертежах рекомендуется из перечисленных пунктов указать п.п. 2,3,4,6. Выполнение диаграммы испытаний также не предусмотрено при выполнении учебного чертежа.
 |
|
| а | б |

9.8. Выполнение чертежа зубчатого колеса
Зубчатое колесо — важнейшая составная часть многих конструкций приборов и механизмов, предназначенных для передачи или преобразования движения.
Основные элементы зубчатого колеса: ступица, диск, зубчатый венец (рисунок 9.16).
Профили зубьев нормализованы соответствующими стандартами.
Основными параметрами зубчатого колеса являются (рисунок 9.17):
m=P
t
/ ? [мм
] – модуль;
d
a
= m
ст
(Z
+2) – диаметр окружности вершин зубьев;
d
= m
ст
Z
– делительный диаметр;
d
f
= m
ст
(Z
– 2.5) – диаметр окружности впадин;
S
t
= 0.5 m
ст
? – ширина зуба;
h a
– высота головки зуба;
h f
– высота ножки зуба;
h = h a +h f
– высота зуба;
P t
– делительный окружной шаг.
Основная характеристика зубчатого венца - модуль - коэффициент, связывающий окружной шаг с числом?. Модуль стандартизован (ГОСТ 9563-80).
m = P t
/ ? [мм]
| 0,25 | (0,7) | (1,75) | 3 | (5,5) | 10 | (18) | 32 |
| 0,3 | 0,8; (0,9) | 2 | (3,5) | 6 | (11) | 20 | (36) |
| 0,4 | 1; (1,125) | (2,25) | 4 | (7) | 12 | (22) | 40 |
| 0,5 | 1,25 | 2,5 | (4,5) | 8 | (14) | 25 | (45) |
| 0,6 | 1,5 | (2,75) | 5 | (9) | 16 | (28) | 50 |
На учебных чертежах зубчатых колес:
Высота головки зуба – h a
= m;
Высота ножки зуба – h f
= 1,25m;
Шероховатость рабочих поверхностей зуба – Ra 0.8
[мкм];
Справа вверху листа выполняют таблицу параметров, размеры которой приведены на рисунке 9.18, часто заполняют только значение модуля, число зубьев и делительный диаметр.
Рисунок 9.18 — Таблица параметров
Зубья колеса изображают условно, согласно ГОСТ 2.402-68 (Рисунок 9.19). Штрихпунктирная линия — делительная окружность колеса.
В разрезе зуб показывают нерассеченным.
Рисунок 9.19 — Изображение зубчатого колеса а — в разрезе, б — на виде спереди и в — на виде слева
Шероховатость на боковую рабочую поверхность зуба на чертеже проставляют на делительной окружности.
Пример выполнения чертежа зубчатого колеса приведен на рисунке 9.20.
Рисунок 9.20 — Пример выполнения учебного чертежа зубчатого колеса
9.9. Последовательность чтения чертежа общего вида
- По данным, содержащимся в основной надписи, и описанию работы изделия выяснить наименование, назначение и принцип работы сборочной единицы.
- По спецификации определить, из каких сборочных единиц, оригинальных и стандартных изделий состоит предложенное изделие. Найти на чертеже то количество деталей, которое указано в спецификации.
- По чертежу представить геометрическую форму, взаимное расположение деталей, способы их соединения и возможность относительного перемещения, то есть, как работает изделие. Для этого необходимо рассмотреть на чертеже общего вида сборочной единицы все изображения данной детали: дополнительные виды, разрезы, сечения, и выносные элементы.
- Определить последовательность сборки и разборки изделия.
При чтении чертежа общего вида необходимо учитывать некоторые упрощения и условные изображения на чертежах, допускаемые ГОСТ 2.109-73 и ГОСТ 2.305-68*:
На чертеже общего вида допускается не показывать:
- фаски, скругления, проточки, углубления, выступы и другие мелкие элементы (Рисунок 9.21);
- зазоры между стержнем и отверстием (Рисунок 9.21);
- крышки, щиты, кожухи, перегородки и т.д. при этом над изображением делают соответствующую надпись, например: «Крышка поз.3 не показана»;
- надписи на табличках, шкалах и т.д. изображают только контуры этих деталей;
- на разрезе сборочной единицы разные металлические детали имеют противоположные направления штриховки, либо разную плотность штриховки (Рисунок 9.21). Необходимо помнить, что для одной и той же детали плотность и направление всех штриховок одинаковы на всех проекциях;
- на разрезах показывают не рассечёнными:
- составные части изделия, на которые оформлены самостоятельные сборочные чертежи;
- такие детали как оси, валы, пальцы, болты, винты, шпильки, заклёпки, рукоятки, а также шарики, шпонки, шайбы, гайки (Рисунок 9.21);
- сварное, паяное, клееное изделие из однородного материала в сборе с другими изделиями на разрезе имеет штриховку в одну сторону, при этом границы между деталями изделия показаны сплошными линиями;
- допускается равномерно расположенные одинаковые элементы (болты, винты, отверстия) показывать не все, достаточно одного;
- если ни одно отверстие, соединение не попадает в секущую плоскость, то допускается его «доворачивать», чтобы оно попало в изображение разреза.
На сборочных чертежах проставляют справочные, установочные, исполнительные размеры. Исполнительные это размеры на те элементы, которые появляются в процессе сборки (например, штифтовые отверстия).

9.10. Правила заполнения спецификации
В спецификацию для учебных сборочных чертежей, как правило, входят следующие разделы:
- Документация;
- Комплексы;
- Сборочные единицы;
- Детали;
- Стандартные изделия;
- Прочие изделия;
- Материалы;
- Комплекты.
Название каждого раздела указывается в графе «Наименование», подчеркивается тонкой линией и выделяется пустыми строчками.
- В раздел » Документация» вносят конструкторские документы на сборочную единицу. В этот раздел в учебных чертежах вписывают «Сборочный чертеж».
- В разделы «Сборочные единицы» и «Детали» вносят те составные части сборочной единицы, которые непосредственно входят в нее. В каждом из этих разделов составные части записывают по их наименованию.
- В раздел «Стандартные изделия» записывают изделия, применяемые по государственным, отраслевым или республиканским стандартам. В пределах каждой категории стандартов запись производят по однородным группам, в пределах каждой группы — в алфавитном порядке наименований изделий, в пределах каждого наименования — в порядке возрастания обозначений стандартов, а в пределах каждого обозначения стандартов — в порядке возрастания основных параметров или размеров изделия.
- В раздел «Материалы» вносят все материалы, непосредственно входящие в сборочную единицу. Материалы записывают по видам и в последовательности, указанным в ГОСТ 2.108 — 68. В пределах каждого вида материалы записывают в алфавитном порядке наименований материалов, а в пределе каждого наименования — по возрастанию размеров и других параметров.
В графе «Количество» указывают количество составных частей на одно специфицируемое изделие, а в разделе «Материалы» — общее количество материалов на одно специфицируемое изделие с указанием единиц измерения — (например, 0,2 кг). Единицы измерения допускается записывать в графе «Примечание».
Как создать спецификацию в программе КОМПАС-3D, рассказано в соответствующей данной теме
Лабораторной работе !
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты . Возможно очное и дистанционное обучение по Skype: 1000 р./ак.ч.
Технологическим процессом сборки называют совокупность операций, в результате которых детали соединяются в сборочные единицы, блоки, стойки, системы и изделия . Простейшим сборочно-монтажным элементом является деталь, которая согласно ГОСТ 2101-68 характеризуется отсутствием разъемных и неразъемных соединений.
Сборочная единица является более сложным сборочно-монтажным элементом, состоящим из двух или более деталей, соединенных разъемным или неразъемным соединением. Характерным признаком сборочной единицы является возможность ее сборки отдельно от других сборочных единиц.
Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами:
– схема составляется независимо от программы выпуска изделия на основе сборочных чертежей, электрической и кинематической схем изделия;
– сборочные единицы образуются при условии независимости их сборки, транспортировки и контроля;
– минимальное число деталей, необходимое для образования сборочной единицы первой ступени сборки, должно быть равно двум;
– минимальное число деталей, присоединяемых к сборочной единице данной группы для образования сборочного элемента следующей ступени, должно быть равно единице;
– схема сборочного состава строится при условии образования наибольшего числа сборочных единиц;
– схема должна обладать свойством непрерывности, т.е. каждая последующая ступень сборки не может быть осуществлена без предыдущей ступени.
Схема сборки с базовой деталью указывает временную последовательность сборочного процесса. При такой сборке необходимо выделить базовый элемент, т.е. базовую деталь или сборочную единицу, в качестве которой обычно выбирают ту, чьи поверхности будут использованы при установке в готовое изделие. В большинстве случаев базовой деталью служит плата, панель, шасси и другие элементы несущих конструкций изделия. Направление движения деталей и сборочных единиц на схеме показывается стрелками, а прямая линия, соединяющая базовую деталь и изделие, называется главной осью сборки.
При построении технологической схемы сборки каждую деталь или сборочную единицу изображают в виде прямоугольника (рис.1,а), в котором указывают позицию детали по спецификации к сборочному чертежу (1), ее наименование (2) и обозначение (3) согласно конструкторскому документу, а также количество деталей (4), подаваемых на одну операцию сборки. Размеры прямоугольника рекомендуются 50х15 мм. Допускается изображение нормализованных или стандартных крепежных деталей в виде круга диаметром 15 мм, в котором указывают позицию по спецификации и количество деталей (рис.1,б).
Технологические указания по выполнению сборочных операций или электрического монтажа помещают в прямоугольник, ограниченный штриховойлинией, а место его выполнения указывают наклонной стрелкой в точку, соответствующую данной операции. Так, на технологических схемах сборки оговаривают характер выполнения неразъемных соединений, например, сварку, пайку, склеивание, запрессовку и т.д.; применяемый материал при сборке; характер операций монтажа элементов: волной припоя, электропаяльником и т.д.; характер операций влагозащиты изделия, контроля и маркировки (рис. 7.1).
Для определения количества устанавливаемых ЭРЭ и ИМС на платы в ходе выполнения сборочных операций необходим предварительный расчет ритма сборки:
где T i – трудоемкость i-й операции сборки.
1. Средняя полнота сборочного состава (количество сборочных единиц на каждой ступени сборки):
где mi – число групп, подгрупп, сборочных единиц.
2. Показатель расчлененности данного процесса сборки М:
где k – показатель квалитета точности;
q – число сборочных единиц данного квалитета точности.
Правильно выбранная схема сборочного состава позволяет установить рациональный порядок комплектования сборочных единиц и изделия при сборке.
Для проектируемого металлодетектора была выбрана схема сборки печатной платы с базовой деталью. Базовой деталью принята плата печатная, изготовленная в соответствии с представленной конструкторской документацией. Сборку предлагается осуществлять в следующем порядке :
– детали, закрепляемые разъемными и неразъемными механическими соединениями;
– радиоэлементы и ИМС, устанавливаемые на автоматах и полуавтоматах;
– элементы, устанавливаемые вручную;
– групповая пайка элементов (например, волной припоя);
– установка и пайка элементов вручную;
– контроль качества сборки, стопорение резьбовых соединений, маркировка.
Технологическая схема сборки металлодетектора, а также остальная необходимая документация приведена в Приложении Е.
Общие сведения Важнейшим видом чертежей являются чертежи сборочные представляющие собой изображение отдельных сборочные единиц или всего изделия целиком. это документ содержащий данные определяющие конструкцию изделия взаимодействие его частей служащий для пояснения принципа работы изделия и разработки рабочей документации рабочих чертежей деталей и сборочных чертежей. Поскольку сборочный чертеж служит только для обеспечения сборки и контроля изделия количество изображений на нем должно быть меньше чем на чертеже общего вида.2 ...
Поделитесь работой в социальных сетях
Если эта работа Вам не подошла внизу страницы есть список похожих работ. Так же Вы можете воспользоваться кнопкой поиск
Лекция
Сборочный чертеж
17.1 Общие сведения
Важнейшим видом чертежей являются чертежи сборочные, представляющие собой изображение отдельных сборочные единиц или всего изделия целиком.
Сборочной единицей называется изделие, составные части которого подлежат соединению между собой на предприятии сборочными операциями: свинчиванием, клепкой, сваркой, пайкой, развальцовкой, склеиванием, стивкой. Например станок, редуктор и т. д.
Чертежи сборочных единиц разрабатываются на всех стадиях проектирования изделий. На стадии разработки проектной документации их называют чертежами общих видов (код В.О.) , а на стадии выполнения рабочей документации сборочными чертежами (код СБ) . Согласно с ГОСТ 2.102-68:
Чертеж общего вида (В.О.) это документ, содержащий данные, определяющие конструкцию изделия, взаимодействие его частей, служащий для пояснения принципа работы изделия и разработки рабочей документации (рабочих чертежей деталей и сборочных чертежей).
Сборочный чертеж (СБ) это документ, содержащий изображение сборочной единицы и другие данные, необходимые для её сборки (изготовления) и контроля.
Поскольку сборочный чертеж служит только для обеспечения сборки и контроля изделия, количество изображений на нем должно быть меньше, чем на чертеже общего вида.
Для сравнения на рис. 17.1 приведен чертеж общего вида, а на рис. 17.2 сборочный чертеж того же изделия.
Рисунок 17.1

Рисунок 17.2
Сборочный чертеж простых изделий следует ограничивать одним видом или разрезом, если его достаточно для осуществления сборки, как это представлено на примере сливного клапана на рис. 17.3.

Рисунок 17.3
На основании ГОСТ 2.109-73 сборочный чертеж должен содержать:
а) изображение сборочной единицы, дающей представление о расположении и взаимной связи составных частей, соединяемых по данному чертежу, и обеспечивающее возможность осуществления сборки и контроля сборочной единицы;
б) размеры и другие параметры и требования, которые должны быть выполнены и проконтролированы по данному чертежу;
в) указания о характере сопряжения разъемных частей изделия и методах его осуществления, если точность сопряжения обеспечивается не заданными предельными отклонениями размеров, а подбором, пригонкой и т.п. во время сборки;
г) указания о способе соединения деталей в неразъемных соединениях (сварных, паяных и др.);
д) номера позиций составных частей, входящих в изделие;
е) размеры габаритные, установочные, присоединительные, а также необходимые справочные размеры;
ж) угловую спецификацию (перечень) составных частей изделия и материалов, необходимых для сборки.
Количество видов на СБ должно быть минимальным, но достаточным для полного представления об устройстве изделия. Для уменьшения числа основных видов необходимо применять местные и дополнительные виды.
СБ выполняют с разрезами и сечениями, которые позволяют выявить внутреннее устройство изделия и характер соединения деталей. Применяют разрезы простые и сложные, полные и местные, соединение вида с разрезом при симметрии вида или детали.
Штриховку одной и той же детали в разрезах на разных видах выполняют в одну и ту же сторону, выдерживая одинаковые расстояния (шаг) между линиями штриховки (рис. 17.1 дет. 4 на разрезе и в сечении А-А). При штриховке двух смежных соприкасающихся деталей возможны три варианта (по ГОСТ 2.306-68):
а) встречная штриховка (наклон линий штриховки в разные стороны);
б) изменение шага (густоты) штриховки;
в) смещение линий штриховки, например на рис. 17.4 при штриховке сечений деталей 1 и 2 применена встречная штриховка, для деталей 2 и 3 смещены линии штриховки, для деталей 1 и 4 изменен шаг (густота) штриховки.

Рисунок 17.4
При сочетании сечений деталей из неметаллических материалов разницу в штриховке достигают только за счет изменения её густоты (рис. 17.5).

Рисунок 17.5
Сварное, паяное или клееное изделие из однородного материала в сборе с другими изделиями в разрезах штрихуют как монолитное тело. В одну сторону границы между деталями изображают сплошными основными линиями (рис 17.6, 17.8, е).

Рисунок 17.6.
Во многих случаях в разрезы попадают сплошные детали типа валов, болтов, шпилек, шпонок, шайб, гаек, штифтов, шариков, шпинделей, рукояток шатунов, спицы маховиков, шкивов, зубчатых колес, зубья зубчатых колес и др. стандартных крепежных изделий. При пересечении в продольном направлении (вдоль оси) эти детали изображают нерассеченными и их не штрихуют (рис. 17.7.) по ГОСТ 2.305-68.

Рисунок 17.7

Рисунок 17.8
17.2 Условности и упрощения на сборочных чертежах (СБ)
Сборочные чертежи выполняют с упрощениями, предусмотренными стандартами ЕСКД (ГОСТ 2.109-73 и 2.305-68).
При выполнении сборочных чертежей допускается не показывать:
а) фаски, скругления, проточки, углубления, галтели, оплетки, и другие мелкие элементы деталей (рис. 17.8, д);
б) зазоры между стержнем и отверстием (рис. 17.8, б, в);
в) крышки, щиты, кожухи, перегородки, маховики и т.п., если необходимо показать закрытые или составные части изделия. В этом случае над изображением делают соответствующую надпись, например «Маховик поз. 4 не показан»;
г) видимые составные части изделия, расположенные за сеткой;
д) надписи на табличках, фирменных планках и других подобных деталях. Изображают только контур таблички, планки и т.д.
Крепёжные резьбовые соединения (болтовое, шпилечное, винтовое) изображают упрощенно (рис. 17.8, а, б, в).
Если сборочная единица имеет несколько одинаковых равномерно расположенных деталей (или их комплектов), то изображают только одну деталь (один комплект), а остальные показывают упрощенно или условно, указав в спецификации полное их количество (рис. 17.8, ж).
Аналогично изображают равномерно расположенные отверстия (рис. 17.8, з).
Изделия, которые расположены за винтовой пружиной, изображенной на СБ в разрезе, вычерчивают условно только до основных линий сечения витков пружины, считая, что пружина закрывает лежащие за ней части изделия. (рис. 17.8, г, рис. 17.9).
На рис. 17.10. линии а и в в верхней чести рисунка должны быть показаны только до осевой линии сечения витков (в промежутке между витками), а в нижней части рисунка до внешнего контура витка.

Рисунок 17.9

Рисунок 17.10
Если сечения витков на чертеже имеют толщину 2 мм и менее, допускается их чертить (рис. 17.11, а) или изображать пружину сплошной утолщенной линией (рис. 17.11, б).

Рисунок 17.11
В процессе сборки выполняют некоторые технологические операции: совместную обработку соединяемых деталей, подгонку одной детали к другой по месту её установки, неразъемное соединение и др. В этих случаях на чертежах выполняют текстовые надписи (рис. 17.12).

Рисунок 17.12
Подшипники качения (в осевых разрезах) изображают упрощенно, без указания типа по ГОСТ 2.420-69. на рис. 17.13, а приведено нормальное изображение шарикового радиального однорядного подшипника; на рис. 17.13, б упрощенное изображение, контур которого выполнен сплошными основными линиями, а диагонали сплошными тонкими линиями. При необходимости указать тип подшипника (на рис. 17.13, в) в контур вписывают его условное графическое обозначение по ГОСТ 2.770-68.

Рисунок 17.13
Условность при изображении сальниковых уплотнений заключается в том, что нажимную крышку сальника вычерчивают в верхнем положении (рис. 17.14, а). Такое положение крышки позволяет правильно задать длину шпильки. Для набивки используют уплотняющий материал из пеньки, джута, асбестовых волокон. Аналогично вычерчивают сальниковое уплотнение с накидной гайкой (рис. 17.14, б). Гайку 2 и нажимную втулку 3 также вычерчивают в верхнем положении.

Рисунок 17.14
Сальниковые уплотнения манжетного типа (рис. 17.16, а, в, д) на сборочных чертежах допускается изображать условно (рис. 17.15, б, г, е), указывая стрелкой направление действия уплотнения.

Рисунок 17.15
17.3 Последовательность выполнения учебного сборочного чертежа (СБ)
Работа по выполнению учебного сборочного чертежа с натуры изделия состоит из трех основных этапов:
1) ознакомление со сборочное единицей;
2) выполнение эскизов деталей;
3) выполнение сборочного чертежа и спецификации.
На первом этапе выясняется значение этого изделия, его устройство и принцип работы путем разборки на составные части.
На рисунке 17.16, слева изображен клапан пусковой, сборочный чертеж которого необходимо выполнить.

Рисунок 17.16
Разобрав сборочное изделие, обнаруживают внутри клапан, пружину и седло, закрепленное в корпусе (рис. 17.16, справа) . Ось рычага фиксируется стопорным винтом. Осмотр деталей позволяет установить их форму, назначение, название, материал и работу всего клапана. Разборку изделия целесообразно сопровождать составлением упрощенной схемы (рис. 17.17). Схема помогает выполнению сборочного чертежа по эскизам и самой сборке изделия.

Рисунок 17.17
Составные части изделия распределяют по разделам спецификации и определяют детали, на которые следует выполнять эскизы.
На втором этапе выполняют эскизы деталей, в соответствии с правилами. Укажем некоторые дополнительные особенности.
Съемку эскизов следует начинать с основной (корпусной) детали изделия. Выбор главного вида детали на эскизе не зависит от её расположения в изделии. Большое внимание надо обратить на определение размеров деталей, работающих в сборке совместно (сопрягаемые поверхности). Номинальные размеры сопрягаемых поверхностей должны быть одинаковыми. Например, одинаковыми должны быть диаметр вала и отверстия, в которое он вставлен, или размеры резьбы в отверстии и на стержне. Для сопрягаемых поверхностей назначают одну и ту же шероховатость. На рисунке 17.18 показано оформление эскизов двух деталей: седла и клапана того же изделия. Здесь Æ 16 для седла и клапана одинаковый, шероховатость конических поверхностей одинаковая.

Рисунок 17.18
Эскиз сборочной единицы, состоящей из двух деталей, соединенных сваркой, дан на рис. 17.19. Он выполнен на листе формата А4 в клетку вместе со спецификацией, что допустимо по ГОСТ.

Рисунок 17.19
Эскизы стандартных деталей не выполняют, так как их формы и размеры могут быть взяты из соответствующих стандартов.
На третьем этапе по эскизам деталей вычерчивается сборочный чертеж. Выполнение сборочного чертежа начинают с определения количества и состава изображений (видов, разрезов, сечений) и выбора масштаба чертежа. Количество видов должно быть минимальным, но достаточным для установления, какие детали входят в состав изделия и как они соединены друг с другом. Надо предусмотреть свободное размещение видов на листе для возможности правильного нанесения номеров позиций и размеров.

Рисунок 17.20
Построение изображений начинают с наиболее крупной детали, вычерчивая её контур (дет. поз. 1 рис. 17.20). затем к ней присоединяют более мелкие (поз. 5, 2 и т.д.) и выполняют необходимые разрезы, сечения, показывают резьбу и пр.
Т.к. по сборочным чертежам детали не изготавливают, а только собирают, то на них наносят лишь размеры, которые должны быть проконтролированы по сборочному чертежу.
Габаритные размеры, определяющие высоту, дину и ширину изделия. Их размещают снизу и справа от соответствующего вида (220, 185мм и Æ 70, рис. 17.20).
Установочные размеры, по которым данное изделие устанавливают на месте монтажа. К ним относятся размеры центровых окружностей на фланцах, расстояния между осями отверстий, диаметры отверстий под болты и т.п. (25, 40 и 55мм., а также 3 отв. Æ 4, рис. 17.29).
Присоединительные размеры, по которым данное изделие присоединяют к другому изделию (М24х1,5, рис. 26.20 и М12х1, рис. 17.29). Для зубчатых колес, являющихся элементами внешних связей, указывают модуль и количество зубьев.
Эксплуатационные размеры характеризуют крайние положения движущихся частей изделия, размеры под ключ, плечо рычага, ход поршня (угол 45 ° , рис. 17.29).
На учебных чертежах количество условностей и упрощений должно быть минимальным.
В заключении на чертеже наносят линии выноски, на полках которых указывают номера позиций деталей. Детали нумеруют в соответствии с их последовательностью, записанной в спецификации (рис. 17.21). Поэтому спецификация должна бать выполнена раньше.

Рисунок 17.21
Если сборочную единицу изготавливают наплавкой на деталь (арматуру) металла или сплава, заливкой её поверхности металлом, пластмассой или резиной, то её называют армированным изделием (рис. 17.22).

Рисунок 17.22
Сборочный чертеж и спецификация армированного изделия выполняется на одном листе. На чертеже указывают все размеры арматуры и готового изделия, шероховатость поверхностей.
Материал, наносимый на армируемую деталь, записывается в спецификации в разделе «Материалы».
17.4 Нанесение размеров позиций
На сборочном чертеже все составные части сборочной единицы нумеруют в соответствии с номером позиций, указанными в спецификации этой сборочное единицы (т.е. после заполнения спецификации). Номера позиций указывают на горизонтальных полках линий-выносок, проводимых от изображений составных частей на основных видах или разрезах. Полки располагают параллельно основной надписи вне контура изображения и группируют в колонки и строчки (рис. 17.20).
Одним концом линия-выноска должна заходить на изображение детали и заканчиваться точкой, а другим соединяться с горизонтальной полкой.
Если деталь узкая или зачернена в разрезе, то точка заменяется стрелкой (Рис 17.3, поз. 2; рис. 17.23, поз. 2).
Линии-выноски проводят так, чтобы они не пересекались между собой, не были параллельны линиям штриховки и не пересекали размерных линий чертежа.
Размер шрифта номеров позиций должен быть на один - два размера больше, чем у чисел на таком же чертеже.
Допускается проводить одну общую линию-выноску с вертикальным расположением номеров позиций (рис. 17.23) для:
Группы крепежных деталей, относящихся к одному месту крепления (рис. 17.23, а),
Группы деталей с отчетливо выраженной взаимосвязью, исключающей различное понимание (рис. 17.23, б). При этом на верхней полке показывают номер позиции той детали, от которой линия-выноска начинается точкой или стрелкой.

Рисунок 17.23
Номер позиции наносят на чертеже один раз. В случае надобности повторяющиеся одинаковые детали нумеруют тем же номером позиции и отмечают двойной полкой (рис. 17.23, а, поз.19).
Порядок нумерации составных частей изделия следующий: вначале обозначают сборочные единицы изделия, затем его детали, далее стандартные изделия и в последнюю очередь материалы.
17.5 Спецификация
Каждый сборочный чертеж сопровождается спецификацией, которая является основным конструкторским документом, определяющим состав сборочной единицы.
Спецификация необходима для изготовления сборочное единицы, комплектования конструкторских документов и планирования запуска в производство данного изделия (ГОСТ 2.108-68).
Спецификацию составляют на отдельных листах формата А4 по форме 1 как на рис. 17.24. При этом основную надпись для заглавного листа выполняют по форме 2 (рис. 17.25, а), а для последующих листов по форме 2а (рис. 17.25, б).

Рисунок 17.24

Рисунок 17.25
Спецификацию заполняют сверху вниз. В общем случае она состоит из восьми разделов, которые располагают в такой последовательности:
- документация;
- комплексы;
- сборочные единицы;
- детали;
- стандартные изделия;
- прочие изделия;
- материалы;
- комплекты.
В зависимости от состава изделия в спецификации могут быть даны не все разделы, а лишь некоторые из них.
Названия разделов указывают в виде заголовка в графе «Наименование» и подчеркивают тонкой линией (рис. 17.26). После каждого заголовка оставляют свободную строку, а после каждого раздела оставляют несколько свободных строчек для дополнительных записей. Допускается резервировать и номера позиций, проставляя их у резервных строк.
Графы спецификации заполняют следующим образом:
а) в графе «формат» указывают форматы документов (например А2, А3 или А4). Для деталей, на которые не выпущены чертежи, в графе пишут «Б4». В разделах «Стандартные изделия», «Прочие изделия» и «Материалы» графу не заполняют,
б) графа «Зона» на учебных чертежах не заполняется.
в) в графе «Поз.» указывают порядковые номера составных частей. Эта графа для раздела «Документация» не заполняется.

Рисунок 17.26
г) в графе «Обозначение» записывается обозначение документа на изделие (сборочную единицу, деталь). В обозначении составных частей изделия три последних знака можно использовать следующим образом (рис. 17.26):
Три нуля и шифр СБ (000 СБ) для обозначения сборочного чертежа;
Числа 001, 002, 003 и т.д. для обозначения деталей;
Числа 100, 200, 300 и т.д. для обозначения сборочных единиц;
Числа 101, 102, 103 и т.д. для обозначения деталей, входящих в состав сборочной единицы 100.
Эту графу для раздела стандартные изделия не заполняют.
д) в графе «Наименование»:
Для раздела «Документация» указывают только наименование документа, например «Сборочный чертеж»;
Для разделов «Сборочные единицы» и «Детали» указывают наименования деталей в соответствии с основными надписями на их чертежах. Для деталей, на которые не выпущены чертежи (код-Б4), в этой графе указывают размеры и материалы для из изготовления. Если деталь изготавливается из сортового материала (уголок, швеллер, двутавр), то в этой графе указывают все необходимые размеры (например дет. поз. 3 Полка, рис. 17.27)

Рисунок 17.27
Для раздела «Стандартные изделия» указывают наименование и обозначение изделий в соответствии со стандартом на это изделие, например «Гайка М6 ГОСТ 5915-70». Запись выполняют по группам деталей, объединенных по функциональному назначению (крепежные изделия, подшипники, кольца уплотнительные). В пределах каждой группы запись наименования делают в алфавитном порядке (болт, винт, гайка, шайба, шпилька, штифт и т.д.), а в пределах одного наименования в порядке возрастания номера ГОСТ, а в пределах одного ГОСТа в порядке возрастания размеров изделия (М8, М12 и т.д.).
Пример заполнения графы для стандартных изделий дан на рис. 17.28.

Рисунок 17.28
Для раздела «Материалы» указывают обозначения материалов, установленных в ГОСТах (пенька, резина, кожа и т.д.).
Наименование сборочных единиц и деталей записывают в именительном падеже единственного числа независимо от их количества. Если наименование состоит из двух слов, то на первом месте пишут имя существительное, например «диск фиксирующий» (а не «фиксирующий диск»).
е) в графе «Кол.» указывают количество одинаковых деталей или количество материалов;
ж) в графе «Примечание» указывают дополнительные сведения. На учебных чертежах эту графу можно использовать для указания материала детали по типу: Сталь, Бронза и т.п.
Спецификацию сборочной единицы, выполненной на листе формата А4, допускается совмещать ос сборочным чертежом (рис. 17.29).

Рисунок 17.29
Пример выполнения сборочного чертежа крана распределительного представлен на рис. 17.30, а его спецификация на рис. 17.26.

Рисунок 17.30
Другие похожие работы, которые могут вас заинтересовать.вшм> |
|||
| . | 728 KB | ||
Технологическая схема - графическое изображение последовательности сборки изделия и его составных частей, выполняемое по определенным правилам и отражающее технологическую структуру машины.
Технологическая структура определяет иерархию сборочных единиц, входящих в изделие (рис. 2.7). Машина как изделие разбирается на сборочные единицы 1-го порядка и соответствующее множество деталей. Сборочные единицы 1-го порядка разбираются на сборочные единицы 2-го порядка и множество деталей. Сборочные единицы наибольшего (д-1) порядка разбираются только на детали.
Сборку выполняют в обратной последовательности. Сборочные единицы порядков 1,..., (п - 1), соответствующие законченным этапам изготовления изделия (машины), принято называть узлами, а соответствующую сборку - узловой. Сборку, объектом и продуктом которой является изделие, называют обшей (см. рис. 2.7). Различают схемы общей и узловой сборки.
В курсовом проекте в роли изделия чаше всего выступает сборочная единица (узел), однако деление сборки на общую и узловую уместно и здесь. Общей сборкой считают процесс, продуктом которого является сборочная единица, указанная в задании. Узловой считают сборку узлов более высокого порядка, входящих в заданный. Иерархию сборочных единиц обязательно отражают на технологических схемах сборки.
Любую сборочную единицу или деталь на схеме сборки изображают прямоугольником (рис. 2.8, а). У сборочной единицы в поле «Номер детали» указывают базовую деталь, на основе которой эта сборочная единица собрана. Перед номером базовой детали указывают буквы «сб», перед которыми пишут цифру, означающую порядок сборочной единицы, например: «1 сб25» - сборочная единица (узел) первого порядка на базе детали 25.
Сначала составляют схему общей сборки (рис. 2.8, б), затем - схемы узловой сборки (рис. 2.8, в). Сборку начинают с базового элемента (см. рис. 2.8, б). Им может быть как деталь, так и сборочная единица
Рис. 2.7.
(узел). Если базовый элемент - узел, то на схеме обшей сборки он должен обозначаться как узел первого порядка, как и другие узлы, приводимые на схеме, независимо оттого, являются ли они изготавливаемыми или покупными (см. рис. 2.8, б). Изделие должно иметь номер базового элемента с указателем перед ним букв «сб». Наименование базового элемента и изделия могут различаться. Так, например, при изображении технологической схемы сборки ротора турбины базовая деталь может называться «вал», а изделие «ротор». Узел, собраный на базе детали «корпус», может называться «корпус в сборе» или, если «корпус» был, например, корпусом клапана, а сборка общей, «клапан». На схемах сборки над вертикальными линиями-выносками пишут крат-

Рис. 2.8. Технологические схемы сборки: а - изображение детали (сборочной единицы); б - общая сборка; в - узловая сборка
кие указания об основных выполняемых технологических воздействиях с приведением глаголов в повелительном наклонении: «запрессовать», «нагреть», «затянуть» и т.д.
Так как схемы сборки разрабатывают лишь на основе сборочного чертежа изделия или сборочной единицы (узла), то наибольшее число ошибок делают, когда выявляют узлы высоких порядков. Чтобы их избежать, надо помнить, что характерным признаком узла является возможность его сборки независимо от других элементов изделия. Узел после сборки должен представлять собой единое целое, не распадающееся при перемене положения. Соединение вала со втулкой по посадке с зазором не является узлом. При изменении положения, например при транспортировке, такой узел может самопроизвольно распасться на составляющие его детали.
Схемы узловой сборки (см. рис. 2.8, в) изображают по аналогичным правилам со строгим соблюдением иерархии сборочным единиц.
Последовательность соединения деталей и узлов машины не может быть произвольной. Для простых узлов чаще всего возможна лишь одна последовательность сборки. Для сложных узлов и машин возможны различные варианты последовательности сборки.
При определении последовательности сборки анализируют и размерные цепи изделия. Если в изделии существуют несколько размерных цепей, то сборку начинают с наиболее сложной и ответственной цепи. В каждой размерной цепи сборку завершают установкой элементов, образующих замыкающее звено. При наличии размерных цепей с общими звеньями сборку начинают с элементов цепи, в наибольшей степени влияющей на точность изделия. Если цепи равноценны по точности полученных результатов, то сборку начинают с более сложной цепи.
Схема сборки отражает последовательность (порядок) присоединения деталей. Однако на схеме часто затруднительно точно отразить истинное место установки той или иной детали.
Пример 2.7. На рисунке 2.9 изображена схема общей сборки задней опоры оси шпиндельного узла токарного станка (см. рис. 2.1).
Сборку начинают с установки в корпус 1 фланца 2 с размещенными в нем тремя пружинами 3 и наружным кольцом подшипника 4. Такой набор взаимно сориентированных, соединенных, но не закрепленных деталей, называют комплектом. Детали комплекта поступают на сборку вместе.
После пропускания шпинделя 8 через отверстие фланца 2, закрепленного в корпусе У, ряд деталей (внутреннее кольцо подшипника 6, штифт 7, втулку 12 и др.) устанавливают на шпиндель, который начинает выполнять роль базовой детали. В частности, штифт 7запрессовывают в шпиндель 8 , предварительно просверлив и развернув посадочное отверстие.
На общую сборку поступают узлы первого порядка и сепаратор (1сб5) и стакан (1 сб 13). Сепаратор - покупной узел, входящий в комплект подшипника. Стакан - предварительно собираемый узел (установка манжеты).
Пример 2.8. На рисунке 2.10 изображены схемы общей и узловой сборки масляного насоса (рис. 2.11).

Рис. 2.9.
НКП, В КП - наружнее и внутреннее кольцо подшипника соответственно

Рис. 2.10.

Рис. 2.11.
/ - приводная шестерня; 2 - шпонка; 3 - корпус; 4 - ведущая шестерня; 5- шпонка; 6 - ведущий валик; 7- крышка;
8 - шайба; 9 - болт; 10 - прокладка; 11 - штуцер; 12 - ведомая шестерня; 13 - ведомый валик; 14- гайка; 15- шплинт
На общей сборке используют два комплекта. Первый - на базе узла первого порядка - приводного валика (1сб6), второй - на базе детали - ведомого валика 13. В соответствии с этим изображение комплектов размещают ниже и выше линии комплектования.
При обеспечении точности сборки методами пригонки и регулировки частичные разборки собранных узлов и повторную сборку на технологических схемах не отражают.

